



您所在的位置:明星不锈钢制品有限公司—新闻中心
不锈钢精密管接头成形工艺的探讨
时间:2016-1-6
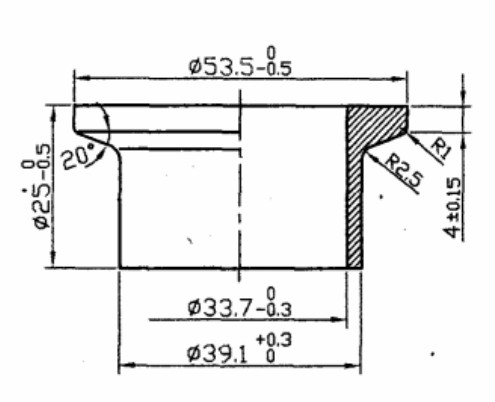
不锈钢精密管接头是机械、石油、冶金、化工等行业中管道连接的关键零件。由于塑性加工生产效率高,节约材料,且加工的管接头强度高、抗腐蚀性能好;因此,大部分管接头的批量生产采用塑性加工工艺,不同形状结构的管接头,其塑性加工工艺也不相同,可采用冲压、锻造、挤压等工艺。比如下图中的不锈钢精密管接头的冷锻件图。研究人员对零件的各种可能的成形工艺进行分析,确定零件采用温挤压工艺生产,工艺实验取得较好的效果,表明工艺方案可行,可以用于实际生产。
金属的塑性成形按照成形的温度可以分为冷成形、热成形和温成形。由于不锈钢精密管接头材料的特性,不同成形温度的成形工艺特点也有较大的差异。冷成形能得到精度较高的锻件,但不锈钢的冷成形由于单位变形压力大(特别是在冷挤压成形时达到1000MPa以上),冷作硬化严重,要求大吨位的成形设备;成形后的锻件还需要进行化学清洗等这些都是采用冷成形的不利因素。

不锈钢精密管接头的热成形温度为900-1150℃,采用热成形能显著降低单位变形力,且不需要对零件毛坯进行特殊处理,只是一般润滑。但是高温使不锈钢产生一定的氧化,且不锈钢热膨胀率大,0到1000℃的膨胀率达2%以上;导致锻件的尺寸难以控制,锻件的精度较低,而且成形时会造成难脱模的问题。
不锈钢精密管温成形处于冷成形和热成形之间,可以分为低温温成形和高温温成形,成形坯料的温度分别为200-400℃和700-800℃。与冷成形相比,温成形的变形程度能明显增加,变形力可以大幅度降低,甚至坯料表面也可以不进行特殊处理,尽管锻件精度比冷成形有所降低,但与热成形相比,零件精度则有较大的提高。综上所述,不锈钢精密管接头采用温成形具有较好的综合效益。(zc)
相关新闻:
 |
 |
 |